|
Chichiko Papalog 「気になるエトセトラ」オルタネイト・テイク |
研師という仕事
|
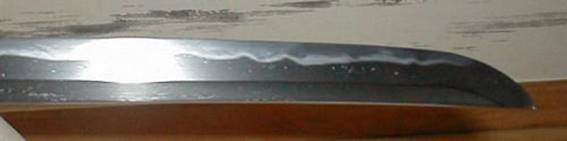
研師という仕事は、つねに大きな矛盾をかかえている。研ぎというのだから、刀を研磨しなければ仕事にならないのだが、一方で、刀はできるだけ「研がない」というのが大原則となっているからだ。美術工芸品であり文化遺産でもある、刀のいわゆる「研ぎ減り」は、刀を保存し後世へと伝えていくためには最大の“敵”だ。だから、研師はそれを防ぐために、できるだけ研がないように心がけなければならない。 でも、刃文や地肌を深く鑑賞するためには、刀が錆びていたり曇っていてはなんにもならない。刀が単なる鋼の棒ではなく、美術品として成立するためには、仕上げが精緻で美しい研ぎは絶対不可欠の要素となる。おそらく、これほど理不尽な矛盾を突きつけられる職業もめずらしいだろう。「美しさ」を保つために、健康を少しずつ、しかし確実に損なっていくモデルのマネージャーとでもいえば、研師の立場がおわかりいただけるだろうか。 研師は、とても地味な職業だ。1年365日、黙々と工房にこもって仕事をしなければならない。仕事は大きく分けて、「下地研ぎ」と「仕上研ぎ」とがある。たとえば、古研ぎで曇りがひどく日ごろの手入れを怠ったのか、ところどころに薄錆のわいた以下のような刀がある。
↑古研ぎでところどころに水錆や小錆がわき、刃文も地肌もはっきり見えなくなっている。 |
|
■下地研ぎ (1)伊予砥(いよと) 体配(刀姿)に問題のある作品の修正や、深い錆のある場合に使う。天然の砥石ではなく、人工の金剛砥(こんごうと)を使用することもある。 (2)備水砥(びんすいと) 通常、刀を「研ぎに出す」という場合は、この砥石から研磨がスタートする。 (3)改正砥(かいせいと) 備水砥で研いだあと、さらに研ぎ目をなめらかにするために用いる砥石。 (4)中名倉砥(なかなくらと) 改正砥の研ぎ目をさらになめらかにし、下地研ぎの仕上げにかかる砥石。 (5)細名倉砥(ほそなくらと) 下地研ぎの最終フェーズに必要な砥石。もっとも熟練を要する工程で、ここの研ぎがうまくいかないと、次の段階の仕上研ぎも失敗することが多い。 (6)内曇砥(うちくもりと) 硬軟2種類の砥石があり、やわらかい内曇砥で細名倉砥の研ぎ目をなくし、硬い内曇砥によって刀の肌のキメを整える。
↑内曇砥による研ぎが終わり、仕上研ぎにかかる直前の様子。 |
|
■仕上研ぎ (1)刃艶(はづや) 内曇砥を薄く割って、漆で和紙を貼りつけたものを1cm2ほどの大きさにし、親指でていねいに刃の部分を磨いていく。刃文を忠実に、美しく表現するための工程。 (2)地艶(じづや) 鳴滝砥(なるたきと)という砥石を薄く割り、刃艶と同じように漆で和紙を貼りつけたもので磨く場合と、砥石を薄く砕いてそのまま磨く場合とがある。この違いは、刀の性質や種類による。 (3)拭い 刀の地肌を青黒くし、地鉄の性質にあわせて光沢を出す工程。方法には2種類あり、酸化鉄を粉末にしたものを用いるケースと、対馬砥(つしまと)と呼ばれる砥石の粉末を使うケースがある。そのままで磨くと刀の表面にキズがついてしまうので、和紙でていねいにこしてから用いる。 |
|
↑拭いの工程が終了したときの様子。刃文がはっきりと見え、地肌も青黒く光っている。 |
|
(4)刃取り 拭いをかけると、地肌の部分よりも刃の部分が黒くなってしまう。そこで、刃文を白く浮かびあがらせるために刃取りを行う。
刃艶砥(はづやと)を使い、刃文の中に広がる働き(景色)を忠実に再現する。研師の美意識そのものが問われる、もっとも神経をつかう工程。 |
|
↑刃取りが終了した様子。刃文が白く浮き上がり、さまざまな働きが見てとれる。 |
|
(5)磨き 棟(むね)と鎬地を、超硬の金属棒で研磨する。地肌の様子がよく鑑賞できるように留意し、最終的には鏡面のようになるまで根気よく磨きこむ。 (6)なるめ 筋切板(すじきりいた)と呼ばれる竹板を、鋩(きっさき)の横手にあて、刃艶砥で横手筋を入れる工程。さらに、刃艶砥をなるめ台に乗せて慎重に磨いていく。
↑なるめが終了し、横手筋がくっきりと入れられた鋩の様子。 |
|
(7)化粧磨き はばき元(刀身の元)と松葉先(鋩の棟部)に、流しと呼ばれる研師の“サイン”とでもいうべき線状の模様を入れる。これによって、誰の仕事であるかがひと目でわかる。 |
|
研師の世界は、いまだ徒弟制度が生きている。師匠のもとから独立し、一応は一人前の研師となるのに、最低でも10年はたっぷりかかる。昔は、そんな世界がイヤで、若い連中は寄りつきもしなかったそうだ。だが、ここ10数年ほどで状況は大きく変わった。不況のせいもあるのだろうが、若者たちが職人の世界へ目を向けるようになったのだ。 また、海外からの入門者が増えたのも、ここ10年前後の大きな特徴だ。明治維新の際、刀が大量に海外へ、特にヨーロッパへと流出した。また、敗戦時には数多くの作品が米国へ持ち去られている。このあたりの事情は、浮世絵のたどった運命に似ている。手入れ方法もわからぬまま、欧米で錆びて朽ち果てていく作品は、日本に存在する刀よりも多いのかもしれない。 それに気がついた欧米の若者たちが来日し、研師のもとへ入門するようになった。海外の美術館でよく開催される刀剣展の影響もあるだろうし、単に映画の影響からサムライの武器として興味を持っただけの若者もいるだろう。でも、世界に類例を見ない和鉄のタタラと、刀鍛冶の独自に発達した鍛錬技術、そして拵えにかかわる多彩な日本工芸の世界を知るには最適なきっかけになると思う。 現在、日本には200万振りの刀が存在するといわれている。そして、いまだ新たに発見される刀があとを絶たない。東京に集っていた多くの名刀類が、関東大震災と東京大空襲で焼け、戦後はGHQが単純に武器だと規定して膨大な作品が溶かされ、さらに海へと投棄された。それでも、まだこれだけの量が存在するということは、震災や戦災の惨禍から持ち出され、米軍の“刀狩”からも秘匿され、ひそかに受け継がれてきたケースが多いのだ。それほど、刀の奥深い魅力は、多くの人たちにとっては尽きないものなのだろう。 ■写真:家康から紀州徳川家に代々つかえた、大和伝の手掻(てがい)の流れをくむ重國の後代で「文殊重國」。長さ(刃長)二尺一寸三分(約65cm)の大刀。 |




|
Copyright © October, 2004-2005 ChinchikoPapa. All rights
reserved. |